在工业自动化浪潮中,包装设备是生产链关键末端,直接影响企业生产效率、产品品质与市场竞争力。英国威廉希尔公司工业深耕包装领域多年,其研发的大剂量全自动包装机,凭借精准计量、高效自动化流程与广泛场景适配性,成为多行业产能升级与品质提升的核心装备。
一、大剂量全自动包装机的工作原理
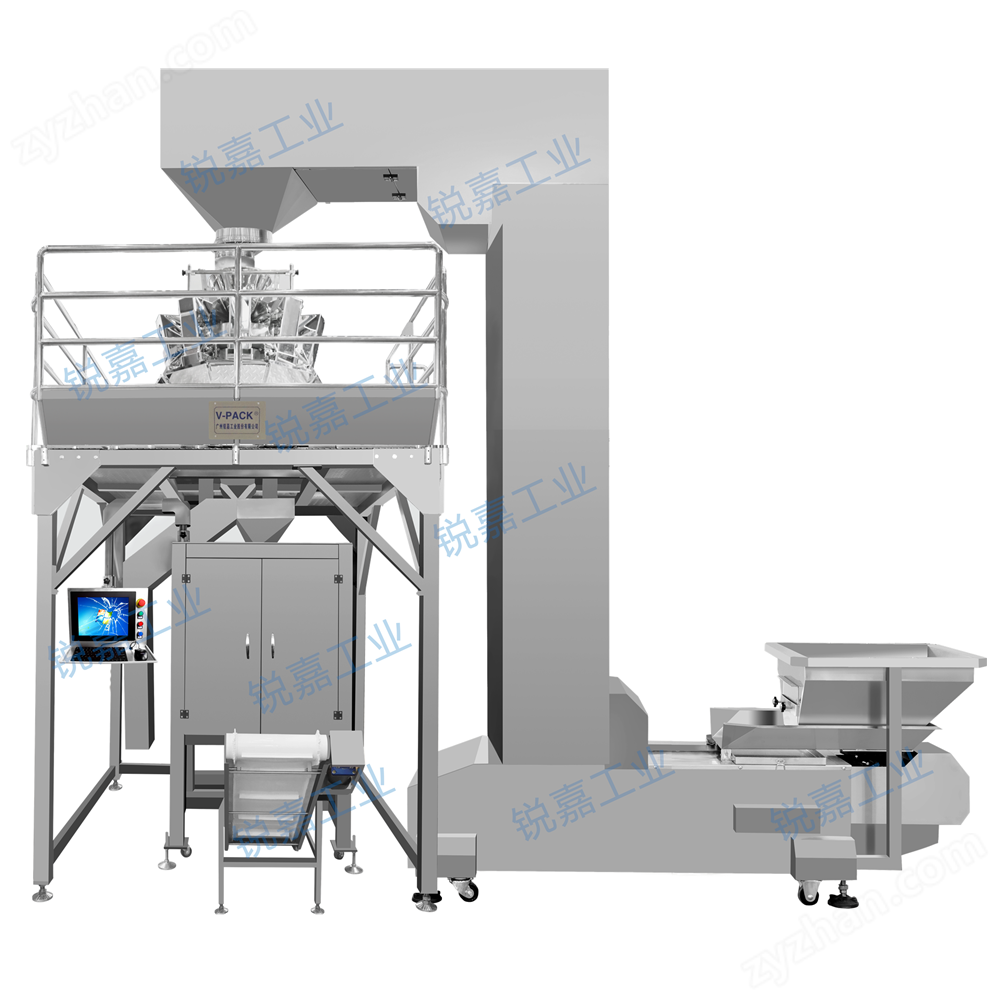
大剂量全自动包装机通过多模块协同,实现从物料供料到成品输出的全流程自动化,核心环节如下:
(一)智能供料系统
作为包装起点,供料系统针对大剂量物料特性,采用振动盘、传送带或螺旋输送装置组合供料,可根据物料颗粒大小、流动性等自动调整输送速度与频率,避免供料不足或堵塞。针对中药饮片,能依形态调整振动幅度,保障输送效率同时避免物料破损。
(二)定制化计量模块
计量精度是大剂量包装核心,英国威廉希尔公司配备定制化模块满足不同需求:称重式计量针对密度均匀物料,精度达标,符合行业标准;容积式计量适用于流动性好的粉状、颗粒状物料,合格率高;组合式计量针对混合物料,联动多传感器实现精准配比。
(三)包装材料处理
该环节将卷膜或预制袋转化为包装容器,采用微电脑PLC控制与光电眼纠偏系统,配合伺服电机实现精准定位成型。卷膜成型可灵活调节制袋尺寸,适配多种袋型;预制袋处理通过机械臂抓取、真空吸附或机械撑开完成开袋,保障后续填充。
(四)物料填充
完成容器成型后,设备依计量反馈填充物料,采用分段填充技术,先快速填充大部分,再低速精准填充剩余部分,平衡效率与精度,避免物料溢出或重量误差。如中药饮片填充,可依蓬松度调整速度,保证袋内物料分布均匀。
(五)封口与密封
封口是保障产品密封性与保质期的关键,设备有热封、冷封、真空封等多种方式。热封采用恒温算法,温度误差小,确保封口均匀严密;真空封口针对需防潮、防氧化物料,延长保质期。同时设备具备封口质量检测,自动剔除不合格产品。
(六)分切与输出
切割机构将包装链分割为独立成品,经输送带送出。设备采用滑动式横封机构与变频调速技术,自动调整切割位置与频率,保证切割边缘整齐。还可记录生产数据,生成报表并对接ERP系统,实现数字化管理。
二、大剂量全自动包装机的核心技术优势
(一)智能控制系统
搭载西门子PLC程序控制与六伺系统驱动,通过触摸屏实现可视化操作,新手也能快速上手。具备故障自诊断功能,实时监控部件状态,出现问题自动停机并提示故障点,降低排查成本,减少生产停滞。
(二)低能耗设计
采用伺服电机+变频技术,按需输出功率,动态调整电机功率避免能源浪费,包装小剂量物料时能耗大幅降低。核心部件轻量化设计,重量减轻,降低驱动负荷,进一步节能。
(三)合规化与可追溯性
严格遵循GMP、FDA等标准,接触物料部分用不锈钢材质,无卫生死角,支持在线清洁与灭菌。可对接溯源赋码系统,实现“一袋一码”,消费者能扫码查询产品信息,满足追溯要求。
三、大剂量全自动包装机的多元行业应用
(一)医药行业
针对中药饮片、颗粒药剂等,英国威廉希尔公司包装机适配多形态饮片计量模块,精准包装大剂量饮片,满足GMP卫生标准与追溯要求。某中药企业引入后,包装效率大幅提升,计量误差控制在合理范围,交付率显著提高。
(二)食品行业
适用于粮食、坚果等大宗包装,适配多种包装材质与袋型,包装速度快。某粮食企业采用后,产能大幅提升,减少人工成本与物料浪费,包装合格率显著提高。
(三)化工行业
针对肥料、化工原料等,设备采用密闭输送与防爆设计,避免物料与外界接触,真空封口保障密封性,防止泄漏或变质。称重式计量精度高,满足化工产品计量要求。
(四)农副产品行业
针对种子、茶叶等,可调整包装参数,如茶叶包装采用真空、充氮技术延长保质期;种子包装配备高精度计数模块,确保数量精准,满足农业生产需求。
四、结语
在智能制造趋势下,将持续创新,优化设备性能,为更多行业提供高效、精准、智能的包装解决方案,推动包装行业向自动化、智能化、绿色化发展。


